FX-3R/RAY轴磁尺更换方法
【所需工具】
刀片、公制内六角棒组套、偏口钳、塞规(无磁性)、扎带、酒精、手电筒、无尘布(或无尘纸)等
作业步骤
1、首先拆下Y磁尺的侧面的金属护具
2、确认磁尺原来的装配方向,将原来磁尺两端的边缘处做记号。可以在侧面同位置用壁纸刀划一道记号
3、把磁尺读头拆下、以便在磁尺更换时进行相应的空间避让,拆下旧磁尺。下侧机台上可能会有残胶,然后用酒精清洁。
(提示:先不要着急用酒精擦拭,可以先尝试用手撕下,很可能可以一次性连贯撕下残胶)
4、根据之前的标记,安装新磁尺。请注意磁性的工具不要使用,以及避让磁性物。如果担心贴斜了,可以找一个人协助、在另一头扶着磁尺端部。或者在另一头直接用胶带压着磁尺端部。
(提示:如果新磁尺刚从户外拿过来,请在车间环境放置半小时回温后再进行安装)
5、贴好新的磁尺后,将安装磁尺读头,并调整读头间隙
客户的旧磁尺读头可能会有很多都已经严重破旧,甚至是破皮但可使用的情况。
我们在这个环节作业中要尽量避免:
①调读头间隙时,把读头底部起皮磨损问题扩大;
②磁尺读头除尘片装配时剐蹭新磁尺表面,使得新磁尺侧面不光滑,影响使用寿命。

所以,建议制作、使用类似下述形状的纸质名片做塞规调试,如下图:

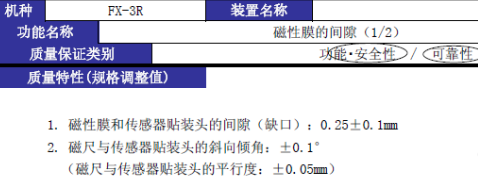
6、在使用塞规(垫片)确认磁尺读头间隙时,要考虑到磁尺读头除尘
的部品情况。如果原有的除尘片已经磨损老化,建议更换新品.
7、调读头间隙时,也要考虑到除尘片和磁尺的接触量,如果除尘片在磁尺上压的太狠了,会加速磁尺磨损。
当单纯考虑除尘片与磁尺的接触量,而忽略读头间隙(过大),则很可能在随后的开机原点复归、或进行Y设置时,Y轴磁尺找不到Z相原点,导致前后悬臂报警Y轴干涉错误。另外,注意,读头不要安装倾斜,倾斜是指水平方向和垂直方向两方面。
8、保养时,在XY导轨使用油枪注油后,溢出的6459油脂,长时间接触到Y磁尺,会对Y轴磁尺有一定的恶化影响,导致磁尺起鼓变形,然后除尘片会加速剐蹭这起鼓变形的磁尺上表面部分,导致磁尺破损。请及时清洁残油。如下图。

9、更换作业完成后,开机,切记先不要返回原点。首先切换到开发者权限,(建议先事先备份一下机器参数)。然后,进入MS参数设置——初期设定——Y设置。如下图:
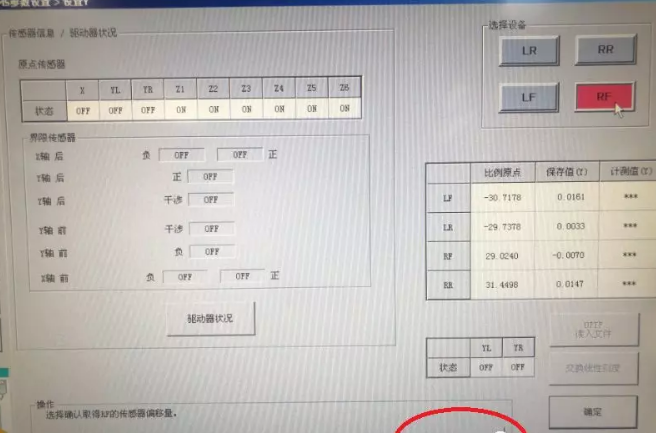
10、首先,在更换一侧的相应站点,点“确认”。
比如:更换出口站点的YL磁尺,那么RF侧,RR侧都要做。
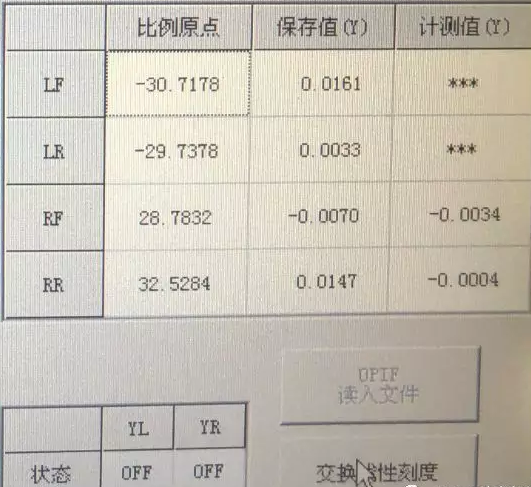
做的时候,最终使得窗口的计测值(Y)小于或接近保存值(Y)。
同理,同一个站点的RF侧,RR侧都要做。
如下图:
11、做完后,机器关机重启。确认开机后可以正常返回原点
12、进入手动控制,将相应站点OCC相机中心在该侧的2个共通标记中心示教,看看Y值相差大不大。目的是确认机头与2个共通标记的平行度。如果有问题,要重新检讨Y设置的做法,以及磁尺和读头的装配。
本次作业全部完成!