一、教材知识点:摘自《2.3焊接技术》
2.焊接线能量。(P57)
对有冲击力韧性要求的焊缝,施焊时应测量焊接线能量并记录。与焊接线能量有直接关系的因素包括:焊接电流、电弧电压和焊接速度。
二、补充知识点:(焊接专业术语)
1、焊接线能量
焊接线能量是指焊接的时候由焊接能源输入给单位长度焊缝上的热量。
焊接线能量对焊接接头力学性能影响很大,焊接线能量过大,由于焊接热循环的影响使得焊接接头的抗拉强度、硬度尤其是冲击韧性影响很大,所以对有冲击力韧性要求的焊缝,施焊时应测量焊接线能量并记录。
线能量的大小与焊接电流、电压成正比,与焊接速度成反比。
线能量的计算公式为:
式中:——焊接电流(A);
——电弧电压(V);
——焊接速度(cm/s);
——线能量(J/cm)。
2、焊接电流
焊接电流是指焊接时,流经焊接回路的电流,单位一般用安培(A)表示。
焊接电流的选择:
1)根据焊条种类等因素选择合适的焊接电流值
2)根据焊法位置选择焊接电流:140A(仰焊缝)、140-160A(立对接、横对接)、180A以上(平对接)
3)根据焊接层次选择电流值:一般打底层采用较小电流值,填充层采用较大电流值,而盖面层电流值相对减小。例如焊接平对接,一般开坡口采用多层多道焊,打底层采用150A电流,而填充层可以采用180-200A电流值。盖面层采用减小10-15A的电流值,保证成型美观,没有咬边等焊接缺陷。
4)根据生产经验选择焊接电流:
看飞溅,焊接电流大致使电弧力增大,飞溅大;焊接电流小时电弧力小,熔渣与铁水不易分清。
看焊缝成型:焊接电流大容易咬边,余高小;焊接电流小,焊缝窄而高。
看焊条熔化状况:焊接电流大,焊条熔化快而发红,焊接电流小容易粘弧。
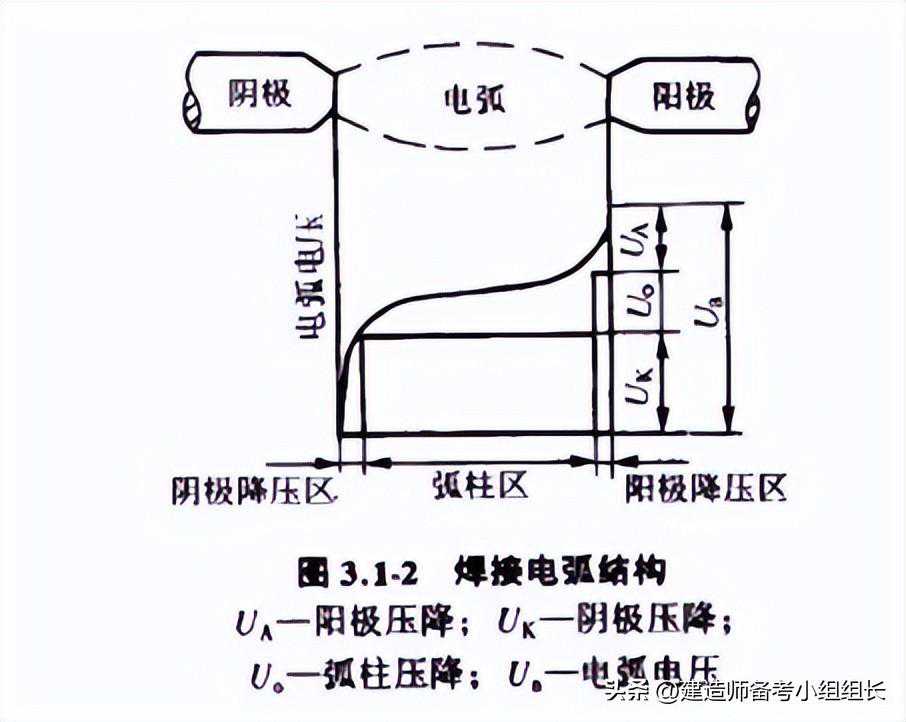
3、电弧电压
电弧两端(两电极)之间的电压降称为电弧电压。
它包括阴极电压降、阳极电压降和弧柱电压降,在数值上等于三个电压降之和。
电弧电压主要取决于电弧长度,电弧长电弧电压大,电弧短电弧电压小。
电弧电压大则焊缝熔宽大,电弧电压小则焊缝熔宽小。
在焊接过程中,为了获得合适的熔宽和熔深,随着焊接电流的增大,应该相应增大电弧电压。
4、焊接速度
单位时间内完成的焊缝长度称为焊接速度。
如果焊接速度过快,熔池温度不够,易造成未焊透、未熔合、焊缝成型不良等缺陷。
如果焊接速度过慢,使高温停留时间增长,热影响区宽度增加,焊接接头的晶粒变粗,机械性能降低,同时使变形量增大。