#维度总装(含DIP)电子(AI、SMT)两器注塑配管适用范围1自动化不含电子(AI、SMT)2损失工时/时间通用3快速换型不含配管4工位管理通用5快速上量通用6IE手法运用不含电子(AI、SMT)7精益物流通用8设备/工装管理通用9模具管理不含总装10现场6S通用11班组管理通用12短暂停通用14节拍管理通用15首小时检讨通用16两小时检讨通用
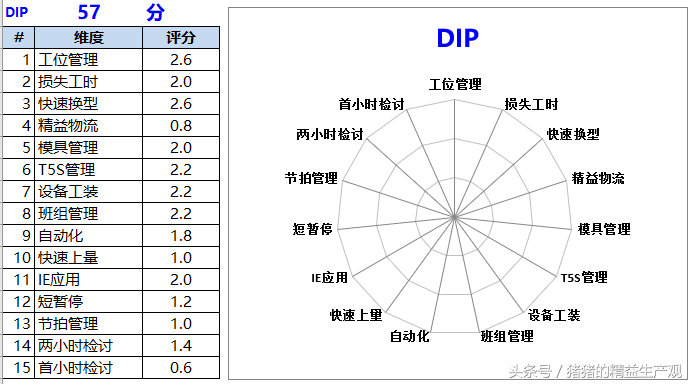
评分汇总:
3工位上是否悬挂SOP、品控要点及封样等指引文件;3每个岗位有作业指导书
4工位物料、工具、设备是否进行三定、目视化管理工作;2
5工位符合度评分达到95%(岗位人员变动不超过5%);2
2损失工时1现场是否线体状态灯和停线报警灯;32线体上安装计时器,记录累计停止时间和次数;2没次数
3是否有累计停线时间的控制标准及考核文件;1
45分钟的停线是否用《异常停线记录表》记录;3
5对异常损失工时/时间分析是否输出分析和整改措施;2
60.5小时异常是否输出改善报告及控制文件;1
3快速换型1是否提前一天输出排产检讨表,体现人员、物料、设备参数、指引文件变化;22转产前班组确认检讨表上检讨内容是否落实(检讨表上划勾确认);3领料表划线
3巡检确认技术文件、标贴、条码是否正确无误;3
4是否使用转产箱提示进行转产;3
5工艺、巡检、班组长是否共同参与转产,并填写转产记录表;2增加各岗位转产
6班组长确保员工按工位布局图到岗;3
7员工仅确认关键物料,且表单填写简单化2不用填写,巡检跟线核对
8按照不同机型间的岗位差异表快速转换岗位3作业指导书上有
4精益物流1现场物流配送是否轮子化、胶箱化、无纸化、频次化;1无纸化,频次化较难做到2现场是否规定物流配送路线;2
3缺料、报警信息传递是否有按灯或其他信息化设备支持;0按灯系统
4现场物流配送是否按规定数量、路线、节拍要求配送;1
5无人化配送符合度100%;0
5模具管理1是否设置专门维修区及专业技师;32模具存储是否库位化、目视化;2增加目录表
3模具存储是否防水、防尘、防碰撞;3
4模具是否建立履历表;1建立档案
5模具维修保养记录是否齐全;1保养有效期
6T5S管理1是否制定T5S责任区域图;1制作5S责任区域图(需求分厂平面图)2现场物品、器具是否进行三定、目视化;3
3T5S稽查记录是否完整、符合要求;3
4现场是否悬挂T5S相关标语、海报等宣传方式;1制作海报
5现场有无明显道路堵塞、物品器具乱放、垃圾等严重表现;3
7设备工装1设备工装是否有SOP、点检表、履历表;3成型设备SOP制作2设备工装维修保养、点检记录是否齐全;3
3设备工装现场开动率不低于90%;2设备状态标示牌
4设备工装是否有备件清单及相关备件;2没有
5工装简易自动化不低于80%1
8班组管理1班组每日进行早晚会,有交接班记录3没有夜班2制定了岗位管理文件,员工明确岗位内容2各岗位职责表
3制定了新进员工培训机制,员工有岗前培训记录1培训档案,员工履历
4制定了关键岗位人员储备机制,有储备人员名单2储备人员名单
5建立员工奖惩机制(品质、成本、效率、现场)看板3
6定期实施效率冠军或优秀员工评比、表彰、宣传2评比标准,规范
7员工穿戴工作服,佩戴厂服,衣着得体,新员工上岗有“新员工”袖标3
8有定期开展员工关怀活动的规划与落实(如,座谈会、宿舍慰问、生日会、集体活动等)3关怀,会议记录
9停线班组口哨0线体短无需口哨通知
10现场员工无随意串岗、打闹,无做与本岗位无关事情的现象3
9自动化1是否有年度自动化设备投资规划3年度投资规划2现场自动化设备开动率不低于90%2设备状态标示牌
3已投入自动化设备应用效果确认1效果确认表
4自动化设备维护保养方法的制定与执行结果2操作作业指导书,点检表
5岗位自动化应用度不低于50%1
10快速上量1有无快速上量的定义标准及规范方法0快速上量一页纸手册2快速上量标准方法基层管理者掌握程度1培训员工
3新员工培训体系完善及100%考核通过1
4多能工和关键岗位储备比例不低于20%1
5对新产品DFM评审体系落实2DFM流程表
6上量前的动员会与士气提升措施1上量前动员会
7成立快速上量管理组织并有效运作1产量监控表
8有无技能员工专项培训方法及效果评估1培训记录,考核机制
9开线前线体设备/工装100%通过测试检讨并有记录1点检记录
10快速上量目标达成度不低于100%1员工了解目标及有价值的
11IE应用1标准工时库建立22IE手法宣传看板0制作IE手法宣传看板
3是否配备专职IE人员3
4对专职IE和班组有无培训规划及培训记录、考核1制作考核制度,培训规划
5工站物料按作业的顺序摆放在作业员前方或侧面,伸手可及,无需走动。3
6工具定位在作业员前方/侧面近处,并按使用的方向放置。2
7使用容易拿取物料的容器/工装(不弯腰、走动)25S定位
8员工作业轻松有节奏2节拍管理
9充分使用脚,减少眼睛上下运动,减少身体的动作2
10作业环境适宜(作业台高度、温湿度、照明等)3
12短暂停1是否安装短暂停计时器,记录累计停止时间和次数2没有次数2是否有短暂停线管理文件并有执行0异常处理流程
3是否有短暂停线记录损失卡并有记录2
4是否有周短暂停线原因前三位记录分析1OPE体系表格
5是否有周短暂停线原因前三位整改报告1整改效果反馈
13节拍管理6班组、工艺对生产节拍是否有明确概念27是否有生产节拍管理文件3作业指导书
8有分机型的线速对照表并在变频器处有张贴;0线速对照表
9根据人员柔性定编是否有对应线速对照表0
10各段线速按对照表设定;0插件段、焊接段、分离打包段
14两小时检讨11两小时看板是否及时更新,信息显示是否全面2制作看板12检讨组织人是否明确2检讨流程工艺组织,班组提问题,巡检记录,
13工艺、巡检、班组长是否参与检讨1班组更新看板、产量目标工艺给
14检讨原因是否有现场措施和后期整改措施1
15是否有周前三位分析整改报告1分析报告工艺组织检讨
15首小时检讨16首小时检讨清晰流程的管控文件0首小时一页纸手册17首小时检讨是否按文件要求进行0点检记录表
18首小时检讨清单确认记录0打印宣贯即可,目标明确80-90%
19首小时产出达成设定目标2目标设定
20班组员工是否清楚了解首小时产出目标1早会宣贯