螺纹量规检测方法
1、螺纹的主要参数
螺纹是多参数的复杂零件,主要几何参数有中径(D2,d2)、大径(D,d)、小径(D1,d1)、螺距P、牙型半角a/2、螺纹升角φ、螺纹旋合长度等。
任何参数的误差,都会对螺纹的整体质量产生重要影响。影响螺纹互换性和工作质量的几何参数主要就是中径、螺距和牙型半角三项。
为了保证螺纹的互换性,各国都制定或遵循了相应的螺纹标准,标准中对螺纹的几何参数,如大径、中径、小径、螺距(导程)、牙型角等的公差都进行了严格规定。因此,需要对螺纹参数进行严格的检测分析,减少不合格螺纹的使用,预防连接失效。
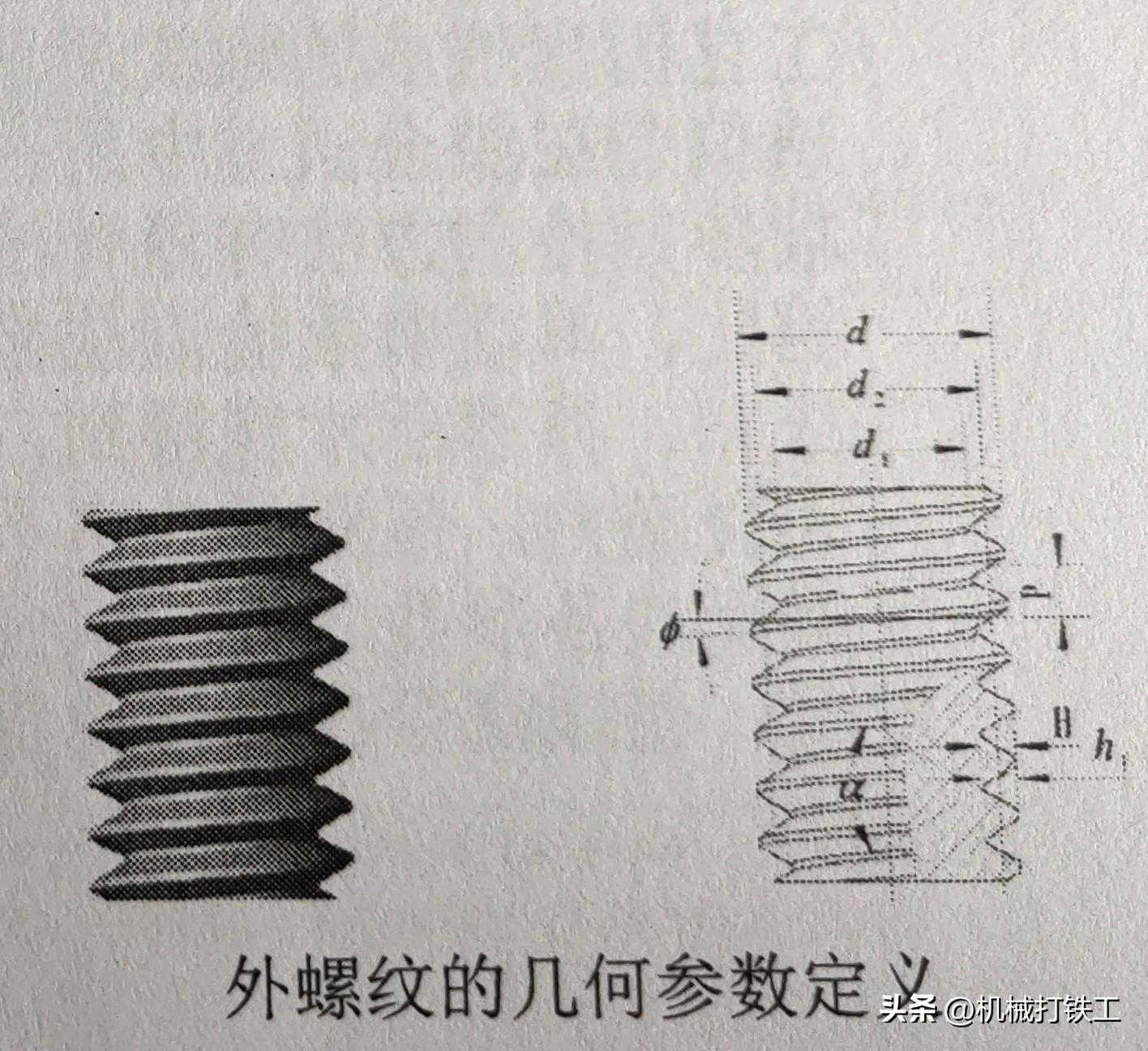
外螺纹的几何参数定义
2、螺纹检测的现状
传统的螺纹检测方法分为两类:一类是综合检测法;
另一类是单项检测法。
2.1综合检测法
综合检验法是按照泰勒(Taylor)包容原则,采用通端螺纹量规检验螺纹制件的可旋合性,用止端螺纹量规检验中径单项的制造偏差,这样的检测方法统称综合检验,其主要反映螺纹使用性能的检验,又称功能检验(FunctionInspection)。其目的是检验合格性,适合车间生产条件下成批的生产测量,检测效率高,在螺纹检测中有主导地位。但人为因素影响较大,量规的质量不易控制,经常会出现争议,只能判断是否合格,而不能给出具体的螺纹几何参数值,且规格种类繁多,检测精度不高,只适合于一般精度螺纹制件的检验。
2.2、单项检测法
单项参数检测法是指用计量工具或仪器对螺纹的每个参数进行独立测量。通过对各参数误差的分析,以进一步控制螺纹的参数指标,故又称为分析检测(AnalyticalInspection)。其主要特点是对每一参数都可以定量得出结果,从而为分析各项工艺因素造成的螺纹质量问题提供基础,并对各参数本身的制造偏差在综合误差中所占的比重提供较确切的数据。常用的单项参数检测方法有量针法、双球法、影像法等。与综合检验法相比,单项参数检测法检测比较复杂,各项参数需要经过公式计算、补偿后才能得到,对螺纹是否符合要求具有一定的依据和说服力,但测量效率不高,一次只能测量一个参数,并且不能反映各参数之间的综合关系,不能完整检测出螺纹的综合情况,使螺纹存在质量隐患。
螺纹量规的名称、代号、功能、特征及使用规则详见下图
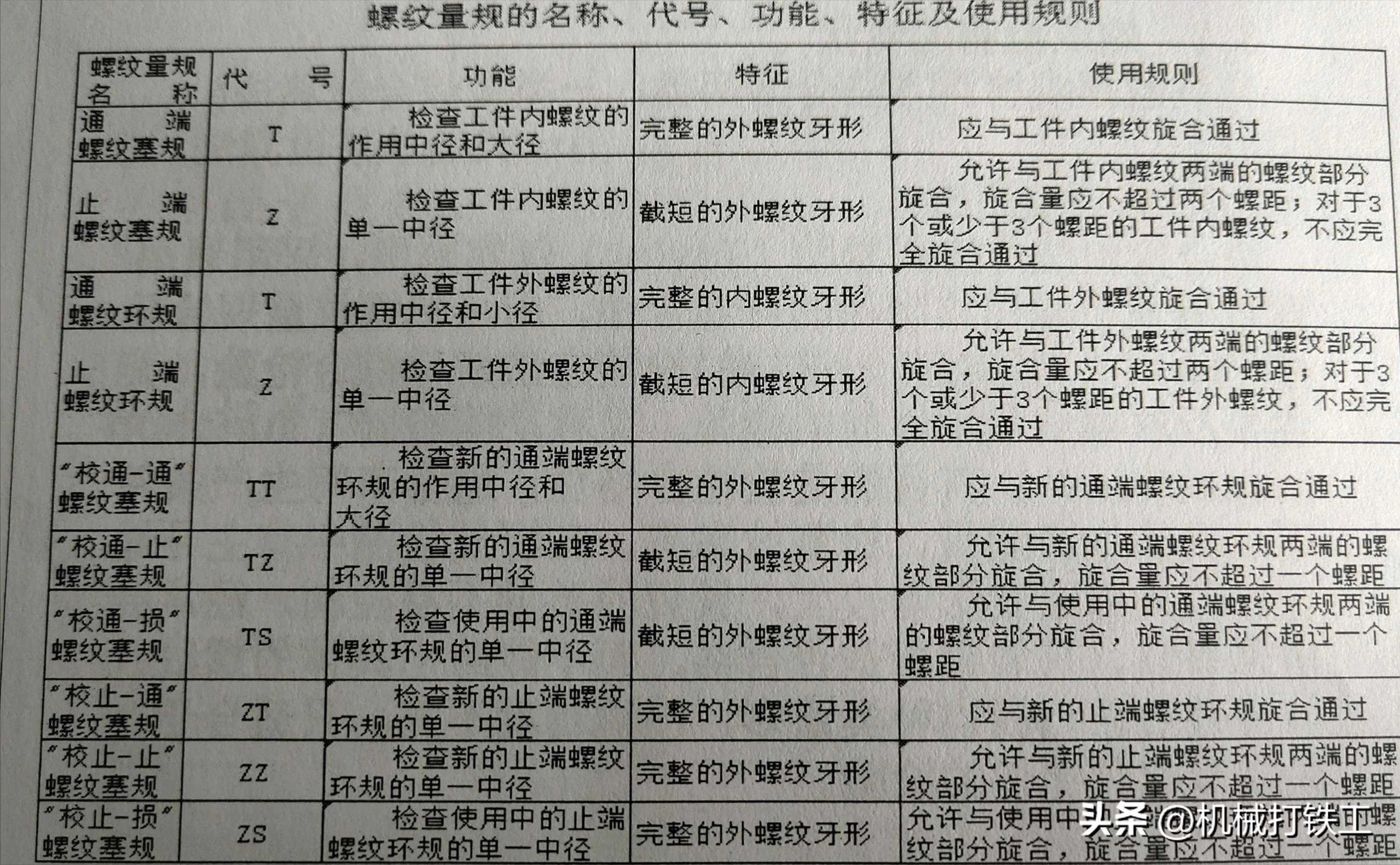
螺纹量规的名称、代号、功能、特征及使用规则
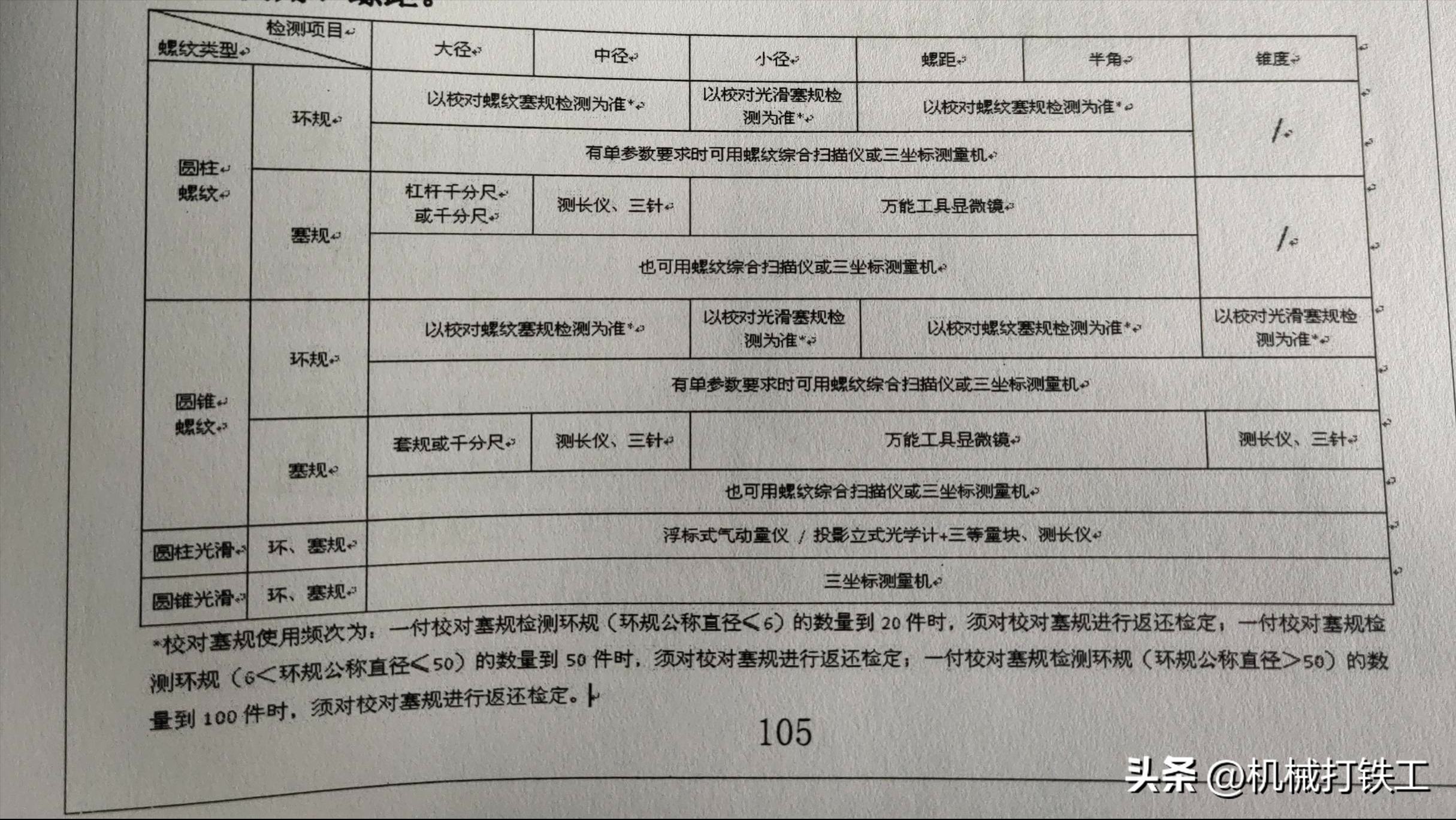
检测内容和检测方法依据中华人民共和国国家计量检定规程JJF1345-20112【圆柱螺纹量规】的规定来进行检测。
检测的项目有外观、硬度、表面粗糙度、螺纹量规的大、中、小径、牙侧角、螺距。
规检测方法
表3所列测量仪器可以作为标准仪器,用于测量螺纹量规的一个或几个参数。根据仪器的准确度、操作方法和被校量规参数不同,校准结果的不确定定度会不同,应根据需要选择,并在不确度评定中考虑。
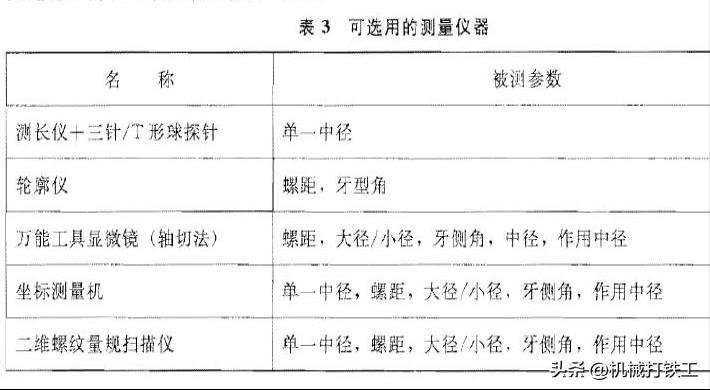
表3
打铁、打刀摔量具逗的老板没脾气。