检测依据:
《焊缝无损检测磁粉检测》(GB/T26951-2011)
《焊缝无损检测焊缝磁粉检测验收等级》(GB/T26952-2011)
1.检测前,确保被检区域无氧化皮、机油、油脂、焊接飞溅、机加工刀痕、污物、厚实或松散的油漆和任何能影响检测灵敏度的外来杂物。
2.本次选用交叉磁轭法,试片选用A1-30/100型试片,试验前做灵敏度测试和提升力试验,确保灵敏度和提升力满足要求。交叉磁轭法的提升力至少为88N。
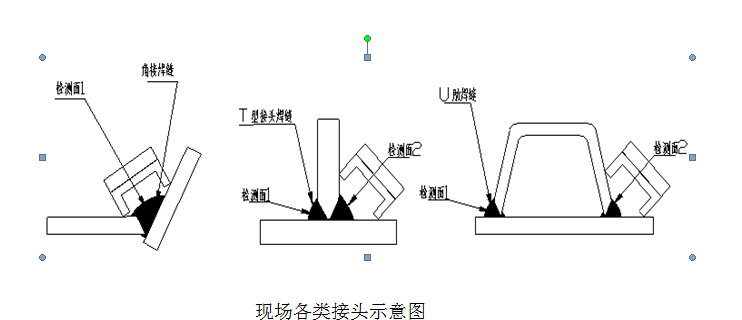
3.本次采用非荧光磁粉(磁悬液),浓度控制在10-25g/L,检测条件白光强度不小于1000lx,对检测区域喷薄薄的一层反差增强剂,等风干后,用磁粉探伤仪在上面加磁,磁极分布在焊缝两侧,间距为50-200m,跟焊缝走向+45度和-45度的分别磁化,通电时间为1-3S。同时采用湿连续法,喷射磁悬液,用2-10倍放大镜观察焊缝是否有缺欠显示。磁轭每次移动应有20mm重叠区域,以免漏检。