熔接焊缝的定义
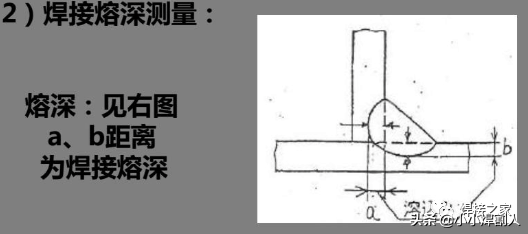
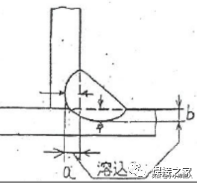
什么叫焊接熔深:在焊接接头横截面上,母材或前焊道焊缝熔化的深度。
焊接接头包括:焊缝(0A)、熔合区(AB)、热影响区(BC)三部分。
第一步:取样
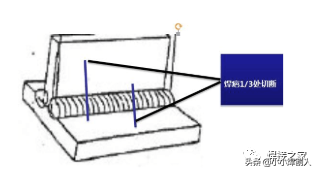
1)焊接熔深样品切断位置:
a.避开起弧、收弧位置
b.焊疤1/3处切断
c.焊疤长度20mm时,在焊疤中间位置切断。
2)切割
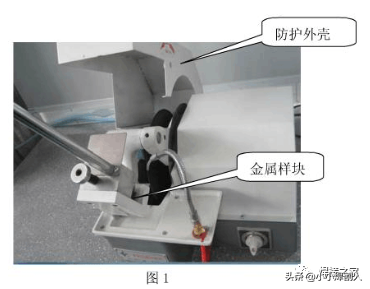
a.接通电源,检查各测量设备是否达到测试要求后;如图1打开金相切割机防护外壳并安装需测试的金属样块。(注:务必将金属块完全固定好!)
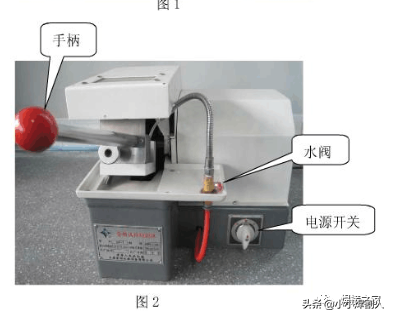
b.如图2,关闭金相切割机防护壳,打开水阀,打开电源开关;握住金相切割机手柄,慢慢向下轻压,切割金属样块,切割后金属样块长宽高均应小于4mm;关闭水阀,关闭电源,取出金属样块。
第二步:制样
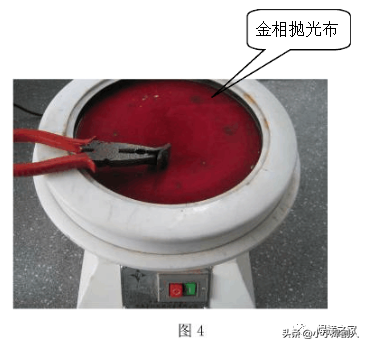
1.如图4,打开金相抛光机罩,安装耐水砂纸;打开电源开关,用夹钳夹紧样块,对切割测试面进行打磨;打磨时。先用1号砂纸打磨,直至样块端面磨平;再用2号砂纸直至磨平,并且上道工序产生的划痕去除。
第三步:腐蚀
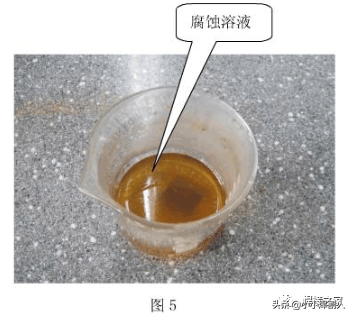
1.如图5,在量杯里用无水酒精和硝酸配制腐蚀溶液(3-5%硝酸.酒精)把金属样块放入腐蚀溶液里或用小毛刷刷洗切面进行腐蚀,腐蚀时间大约在10-15秒,具体腐蚀效果还需目测。
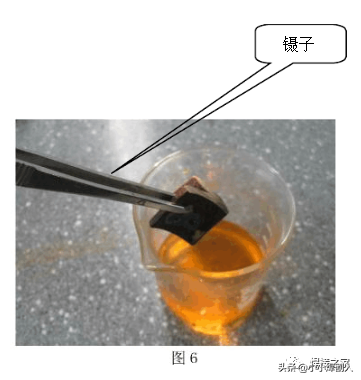
2.如图6,腐蚀完毕后用镊子取出金属样块(注:不可用手去触碰腐蚀液体),清水清洁金属样块表面的腐蚀溶液。

3.吹干
第四步:焊接熔深的检查方法

第五步:焊接熔深的检验报告及样品的保存
1)焊接熔深检查报告:
a.检查部位横截面简图添附
b.简图标注焊接熔深测量位置
c.数据添附
2)焊接熔深样品保存规定:
a.涉及框S部品的保存13年
b.一般部品保存3年
c.图纸另行规定的按图纸要求实行
(熔深检查面可用透明胶贴附延迟生锈)