1光纤功率合束器的基本结构及制作方法
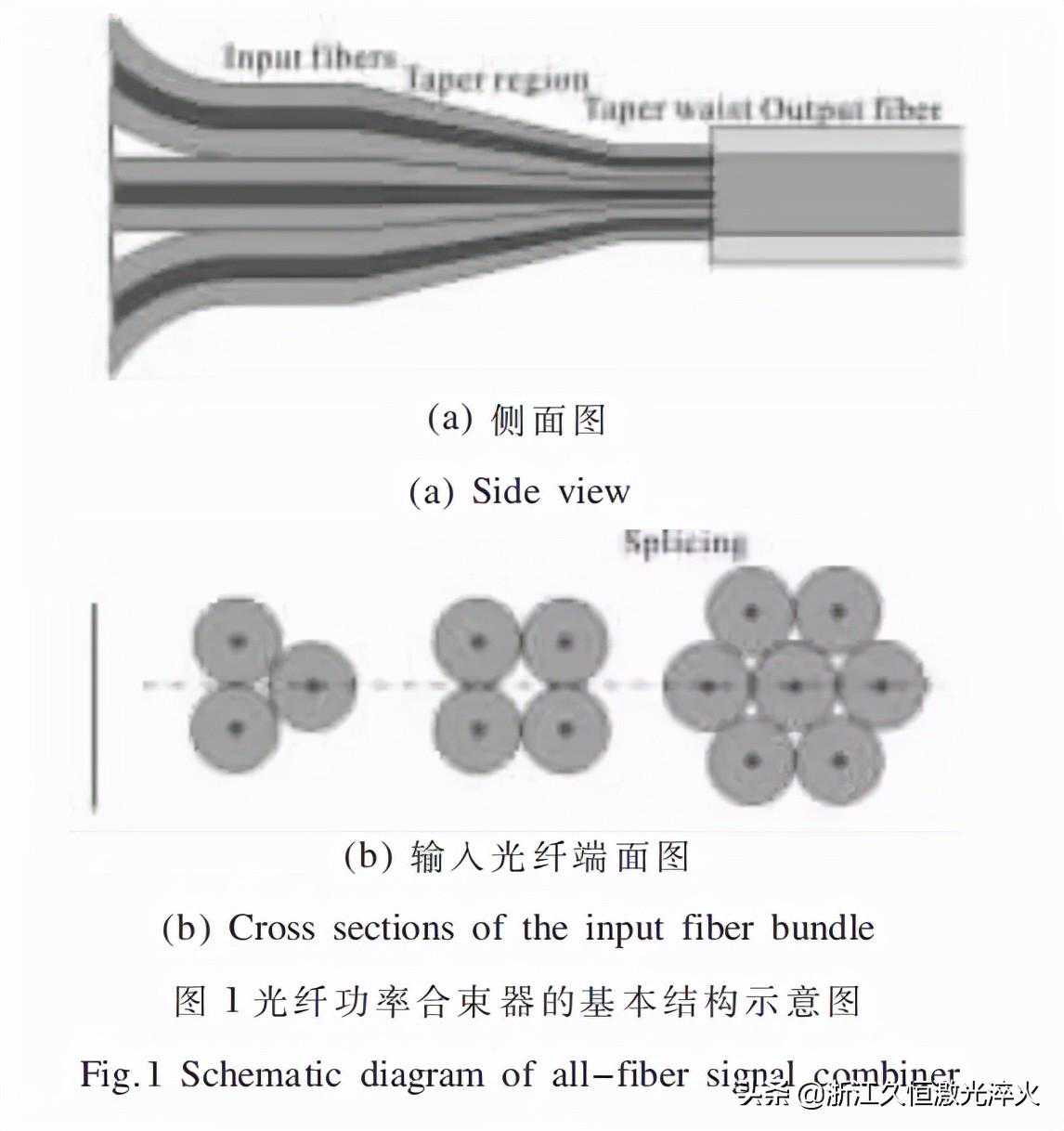
光纤功率合束器的作用是将多路大功率光纤激光合成到一根光纤里面输出,得到的输出功率为各路激光功率之和。光纤功率合束器的基本结构如图1(a)所示,主要包括三个部分:输入光纤、熔锥光纤束和输出光纤。制作过程中,首先将自由输入光纤按照一定的方式进行组束,然后对组束的输入光纤束进行熔融拉锥形成熔锥光纤束,最后将熔锥光纤束在锥腰处切断,并与输出光纤熔接,完成合束器的制作。一般而言,为了实现好的合成效果,输入光纤都是单模或者少模光纤。输入光纤的数目和排布方式可以根据实际需求进行选择和设计,图1(b)给出的是常见的几种输入光纤排列方式。
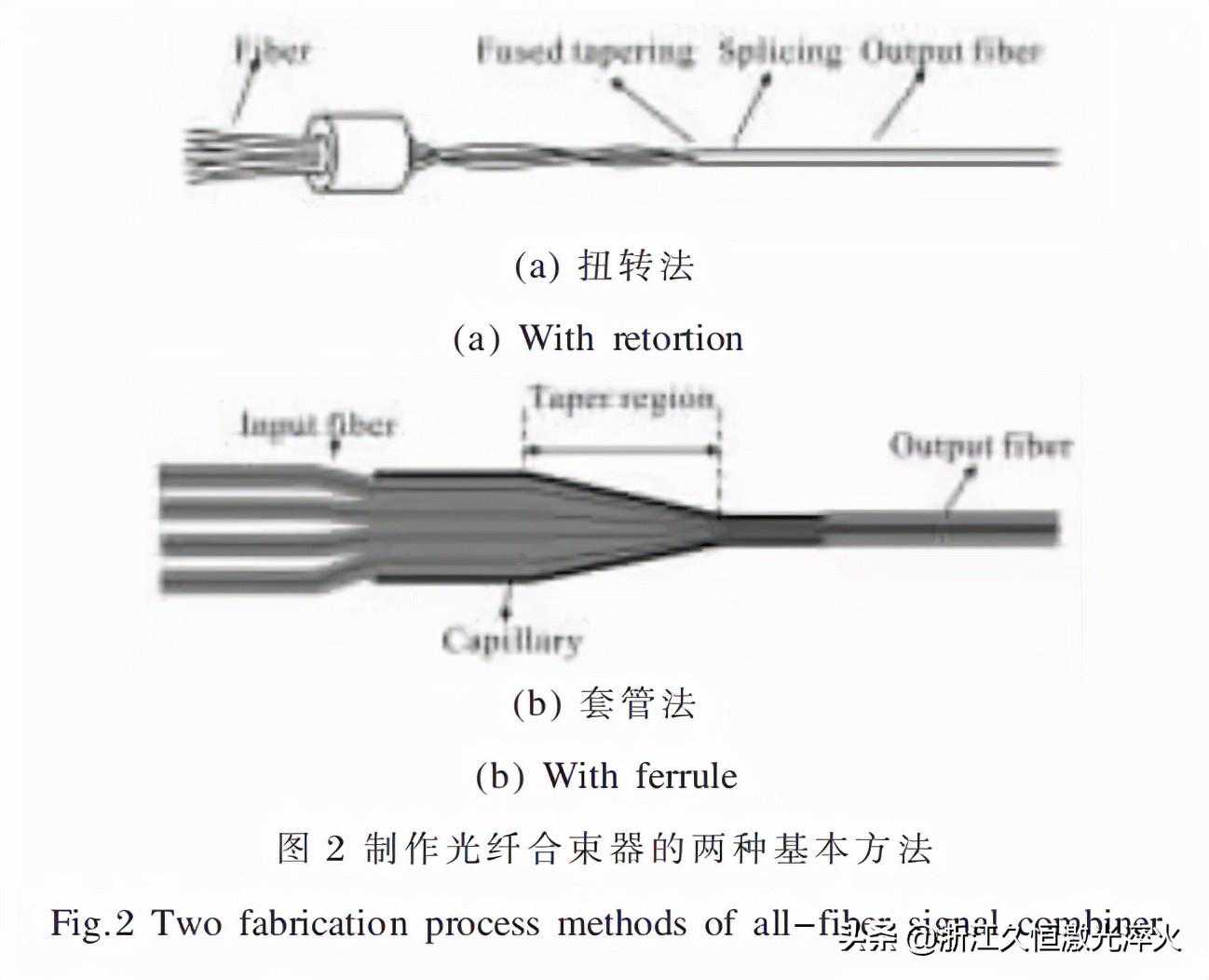
在实现光纤功率合束器的制作过程中,熔融光纤束的组束拉锥是比较关键的一步,目前熔锥光纤束的制作方法主要包括扭转法和套管法两种。扭转法是指在完成对输入光纤组束之后,通过扭转的方法使光纤与光纤之间紧贴在一起,再对光纤进行加热拉锥,从而得到熔锥光纤束。对熔锥光纤束进行切割并与输出光纤熔接,就得到了扭转法制作的光纤功率合束器,如图2(a)所示。套管法是指在输入光纤组束的过程中,将输入光纤的全部裸纤区域和部分带涂覆层的区域一起插入内径略大于光纤束等效直径的玻璃管里,然后将玻璃管和其内的光纤束一起拉锥得到熔锥光纤束。再对熔锥光纤束进行切割并与输出光纤熔接,就得到了套管法制作的光纤功率合束器,如图2(b)所示。
2国内外研究现状
由于光纤功率合束器在实现高功率光纤激光的重要作用,目前国内外许多单位对其进行了相关研究,主要的研究进展概述如下:
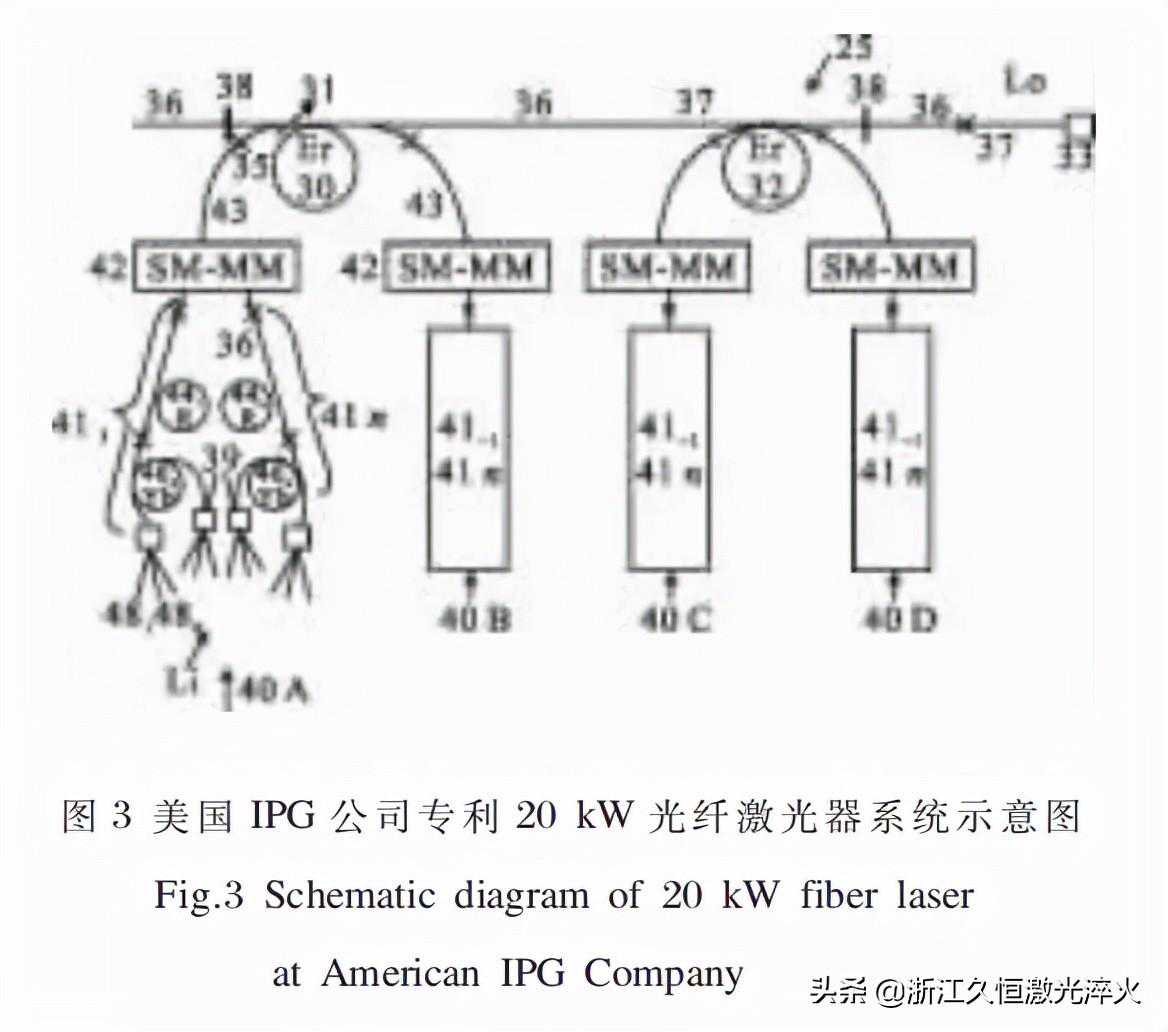
关于光纤功率合束器的最早报道出现在IPG公司20kW大功率光纤激光器系统的专利中。该系统中光纤功率合束器主要用于将多个单模光纤激光器进行合束,进而增加激光振荡器的泵浦光功率,如图3所示。专利中指出,由于采用了高亮度的单模光纤作为输入激光,光纤功率合束器输出的泵浦激光可以实现少模输出,光束质量为M28,理想情况下甚至可以达到M24。基于功率合束器实现的泵浦激光在功率和亮度方面相比LD泵浦激光都有了大幅的提升,也为单纤光纤激光实现更高功率提供了泵浦条件,基于此IPG公司在2009年和2013年分别实现10.5kW和20kW少模单纤光纤激光输出。
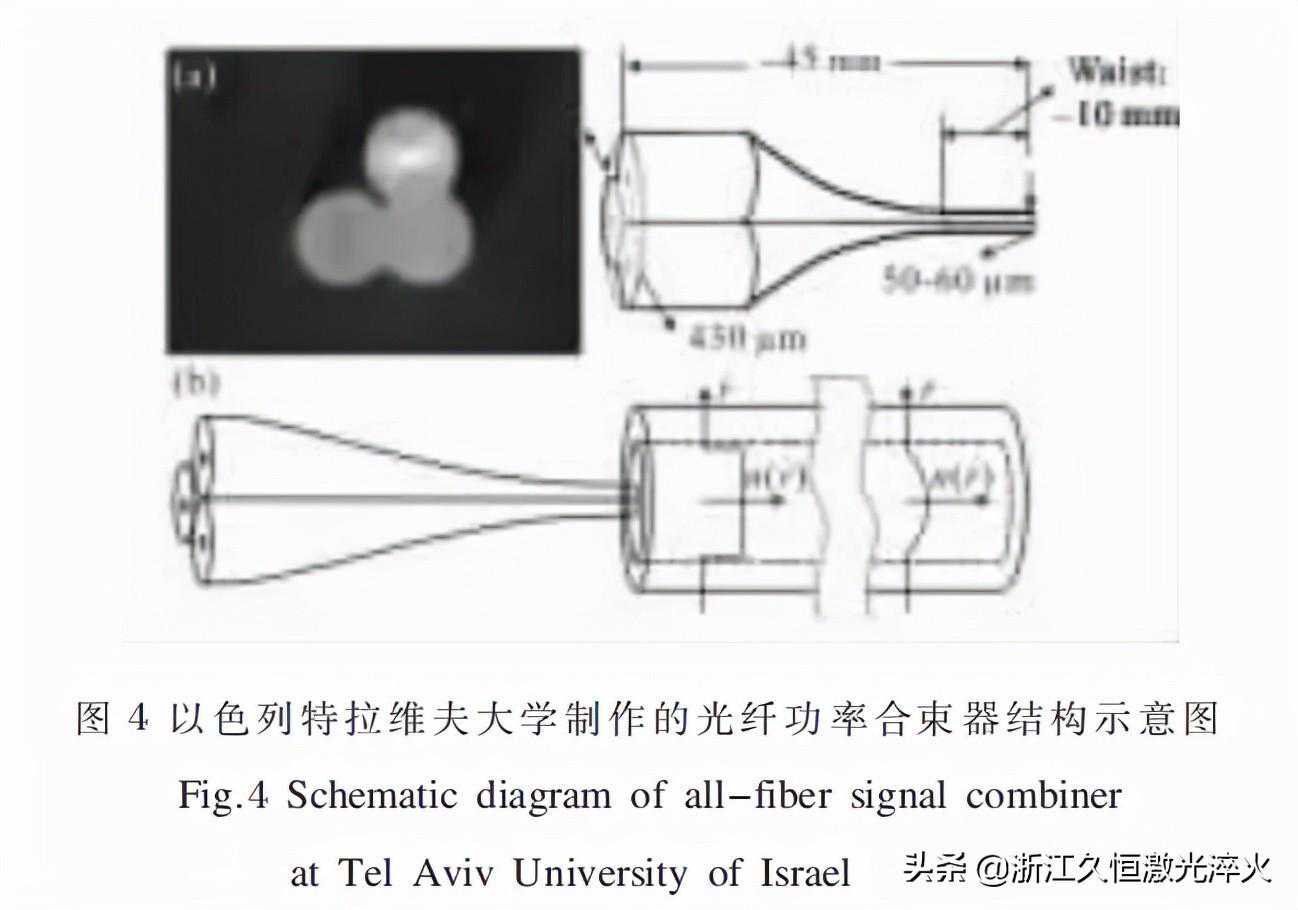
2010年,以色列特拉维夫大学的YarivShamir等人对熔锥型光纤功率合束器进行了理论和实验研究。该小组较为系统地对绝热拉锥条件下光纤功率合束器输出光束质量进行了研究。理论分析结果指出,对于3根输入光纤的情况,合束激光的理想光束质量为M2≈2.4,而对于7根输入光纤的情况,合束激光的理想光束质量为M2≈3.5。在实验方面,该小组基于扭转法分别制作了没有输出光纤以及以渐变折射率光纤作为输出光纤的光纤功率合束器,并进行了激光合束实验,得到的结果与理论值较为接近,制作的合束器结构如图4所示。
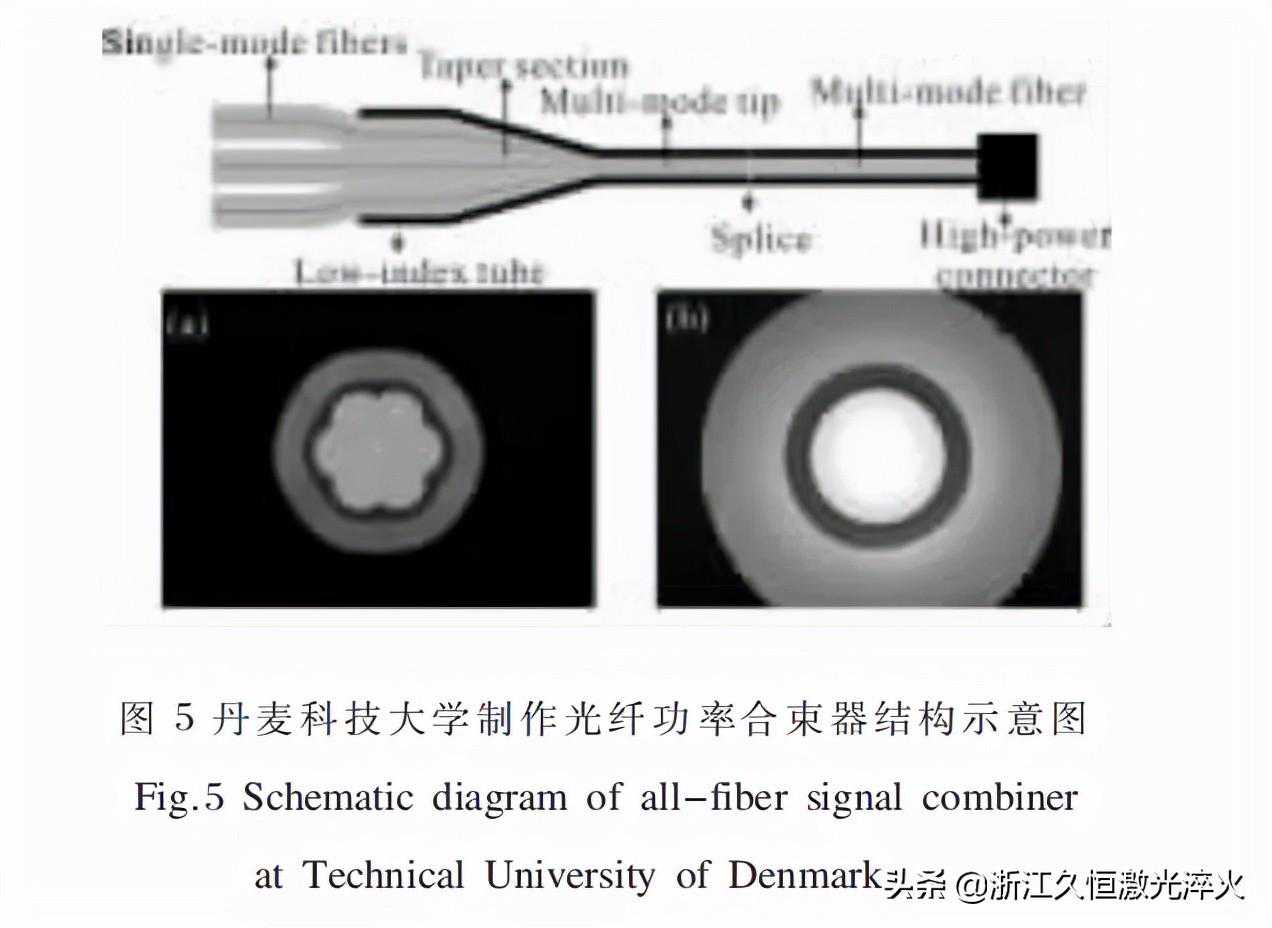
2011年,丹麦科技大学的Noordegraaf等人报道了采用套管法制作的7×1光纤功率合束器,其结构如图5所示。他们采用低折射率玻璃管将7根单模光纤熔融拉锥后与一根纤芯直径为100μm的多模光纤熔接,最终实现的最大输出功率为2.54kW,在输出功率为600W时测量输出激光光束质量为M2≈6.5。
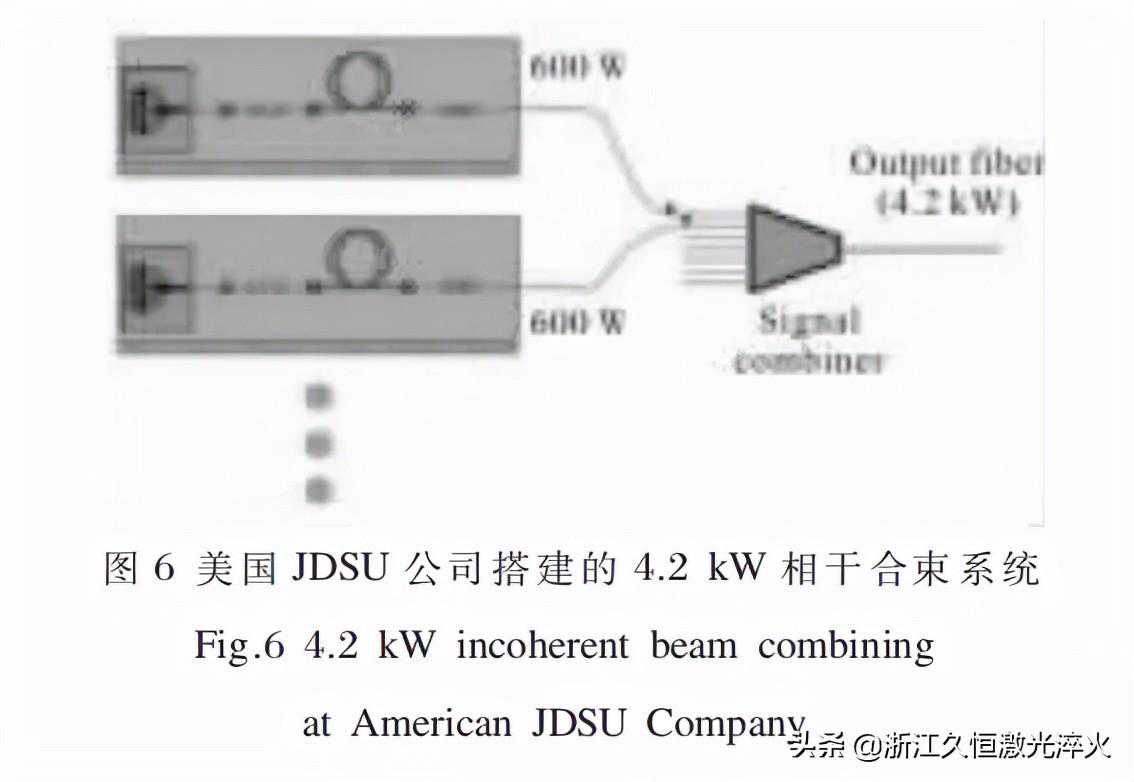
同年,美国JDSU公司利用一个光纤功率合束器对7个功率为600W的激光器进行合成,最终得到输出功率为4.2kW的激光,其结构如图6所示。合束器采用的输入光纤纤芯直径为20μm,数值孔径为NA=0.08,输出光纤纤芯直径为50~100μm。实验得到输出合束激光的光束参数积(BeamParameterProduct,BPP)为2.5mm·mrad,对应光束质量为M2≈7.3。
2014年,德国耶拿大学基于套管法分别采用了两种方案制作了7×1光纤功率合束器,基于纤芯直径为50μm的输出光纤实现了大于5kW的合束激光输出,测量光束质量分别为M2≈6.5和M2≈4.6,其结构如图7所示。第一种方案在输入光纤的包层外设计有低折射率玻璃管对激光进行约束,并且合束器在结构上进行了两次拉锥,第一次拉锥实现将输入激光合束到纤芯直径为100μm的多模光纤中,第二次对多模光纤进行拉锥,将激光耦合进纤芯直径为50μm的输出光纤中。第二种方案没有对输入光纤进行低折射率玻璃管处理,而是直接将输入光纤插入一根低折射率玻璃管中,并且只进行一次拉锥,将输入激光合束到纤芯直径为50μm的输出光纤中。比较两种方案的结果可以发现,第二种方案不论在耦合效率还是光束质量方面都明显优于第一种方案。

近年来,国内相关单位在光纤功率合束器方面也开展了很多研究,如武汉锐科、清华大学、国防科学技术大学等,都有专利或者成果的报道。2012年,武汉锐科的闫大鹏等人利用4路输出功率为1100W的20/400μm光纤激光器模块和一个4×1光纤功率合束器进行激光合束,实现了输出光纤为50/400μm的4kW光纤激光输出,但报道中没有给出光束质量等信息。
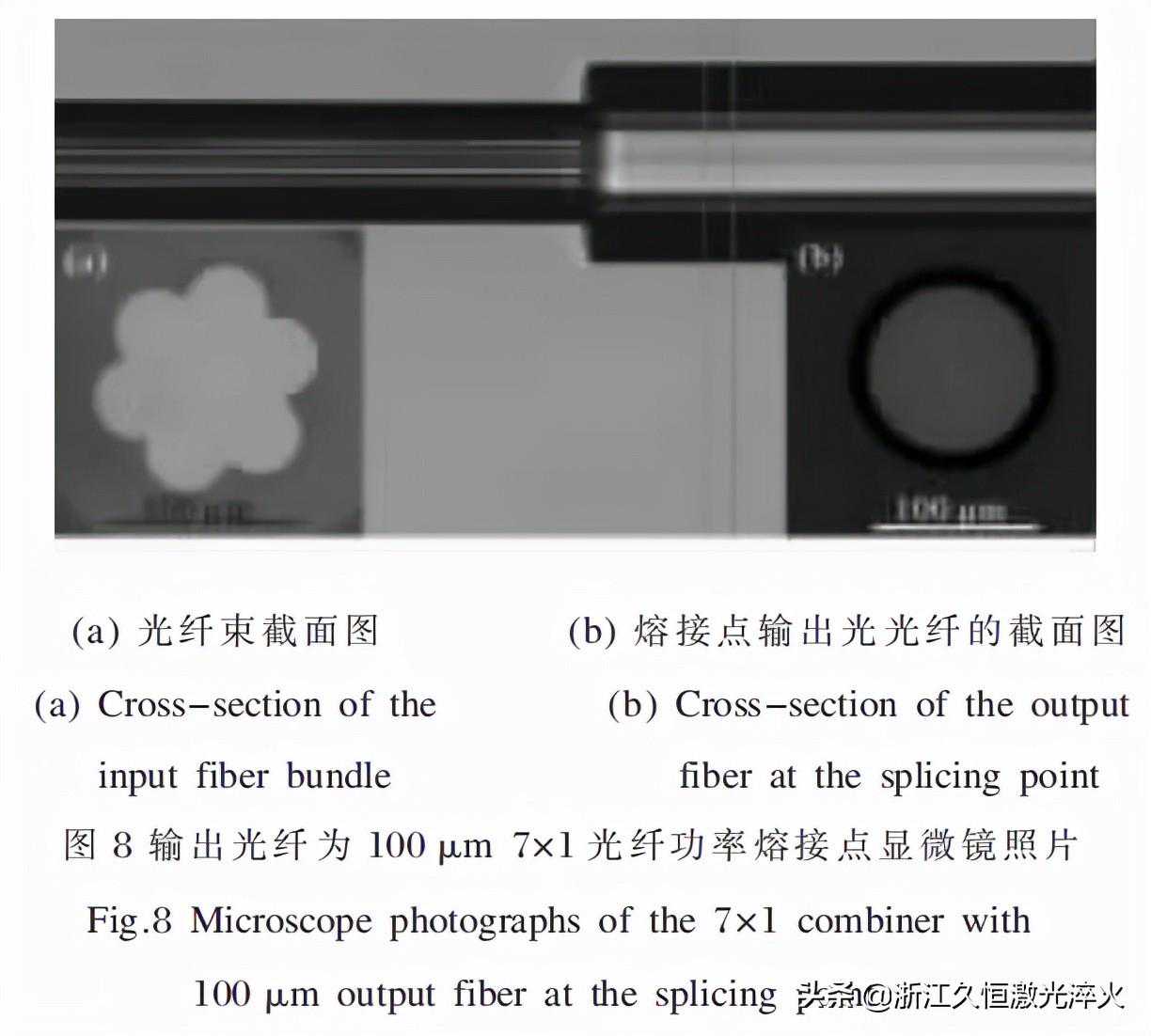
国防科学技术大学在光纤功率合束器方面进行了大量的研究工作,建立了大功率光纤器件的研制平台,实现了可承载高功率的光纤功率合束器和光纤端帽的制作。在2015年实现了输入光纤为20/400输出光纤纤芯直径为100μm的7×1光纤功率合束器的研制,结构见图8,效率达到98%以上,承载功率达到6.08kW,光束质量M2等于10。在进一步提高7个输入光纤激光器的输出功率后,于2016年实现了输出光纤为100μm、合成功率达到12kW的光纤激光合成,并实现了长时间的稳定出光,为国产工业化大功率光纤激光的产业化迈出了重要的一步。工业用的多模光纤激光器都是基于光纤功率合束器来实现高功率激光输出,其对合成光纤激光的光束质量要求不高,所以输出光纤的纤芯直径一般较大,一般为100~300μm,有的甚至600~1000μm,输出光纤纤芯直径越大,熔融组束的拉锥比例越小,相对降低了光纤功率合束器的制作难度,目前工业上用的这种光纤功率合束器也已经相对成熟。
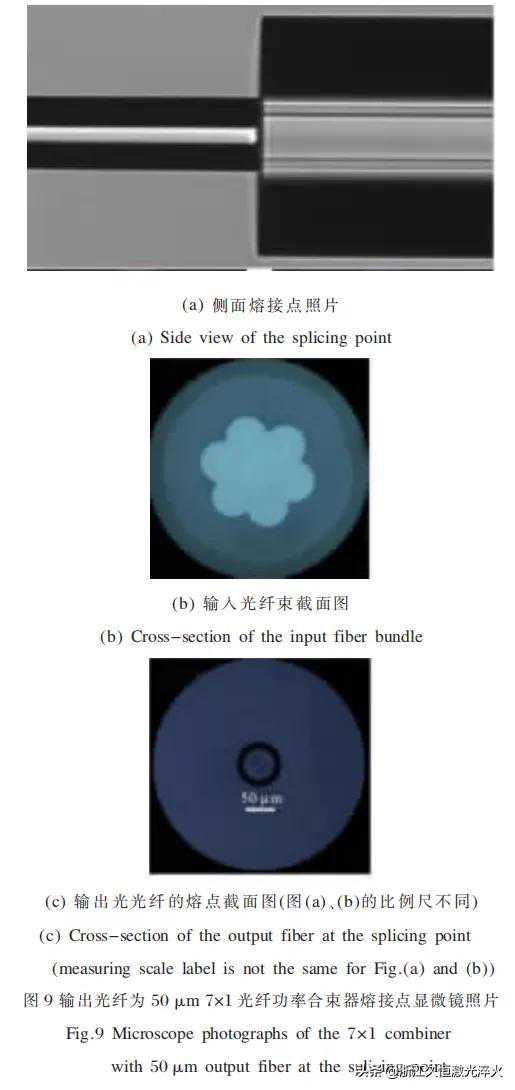
如果要实现高功率的激光合束输出并保持高的光束质量,必须要把输出光纤的纤芯直径变小,由于拉锥比例较大,光纤合束器的制作难度变大。针对输出光纤芯径变小的光纤功率合束器,基于制作工艺水平的提高,于2016年课题组研制出输入光纤为20/400输出光纤纤芯直径为50μm的7×1光纤功率合束器,结构如图9所示。实验中实现了输出功率为6.26kW,合成效率大于98%,光束质量为M2=4.3的高光束质量激光合成。
基于实验室研制的光纤功率合束器,还实现了同带泵浦用1018nm的光纤激光器的高功率合成,分别用50μm和100μm为输出光纤实现了大于2000W的激光合成,为实现单纤高功率光纤激光提供了亮度极高的泵源。除了实现光纤激光的合成外,还实现了超连续谱光源的合成,基于3×1和7×1的功率合束器实现了200W和700W的超连续谱合成,突破了单根光纤实现高功率超连续谱光源的极限。
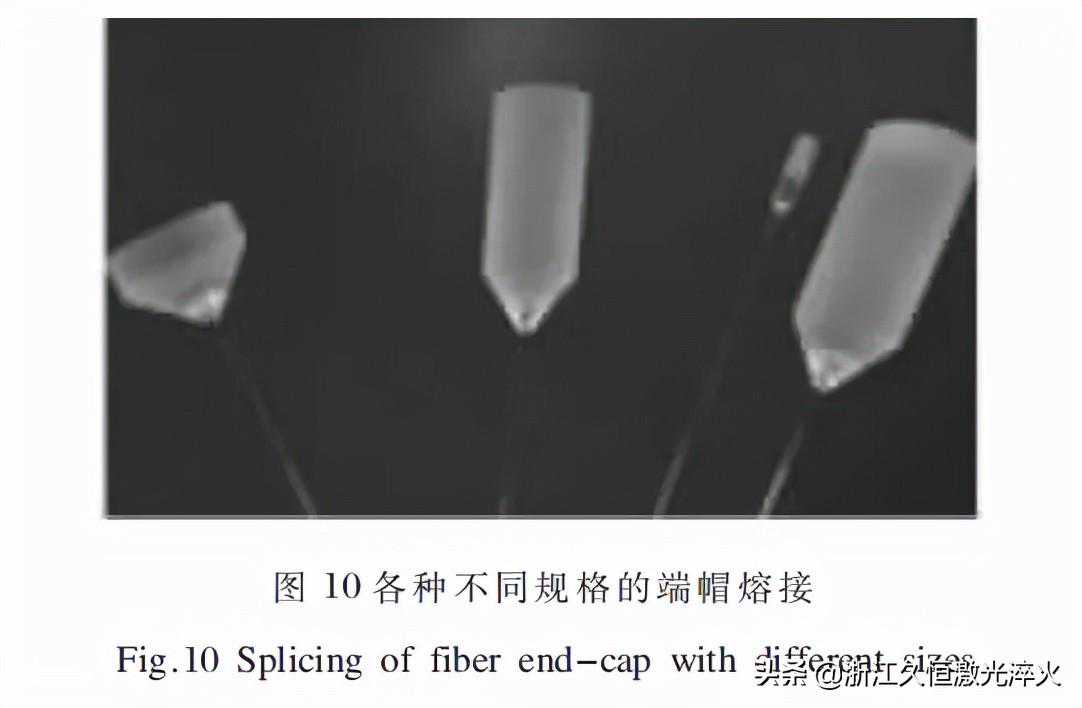
另外,光纤端帽是针对高功率光纤激光器和放大器输出端面处理设计的高功率器件,通过对输出光纤的扩束降低输出端的光功率密度,保护光纤端面不受损坏,同时在玻璃锥棒输出面进行增透膜处理,避免回光对激光器或者放大器产生影响,最终实现大功率光纤激光的安全输出。目前实验室已经建立了制作光纤端帽的实验平台,可以实现任意玻璃锥棒和光纤的高强度低损耗熔接,不同类型的端帽结构见图10,光纤功率合束器测试实验中,所使用的端帽均是实验室自主研制的,在承载万瓦及以上功率时都表现出了良好的性能。
3光纤功率合束器的关键工艺技术
光纤功率合束器的制作流程主要有四个步骤:多根光纤的组束熔融拉锥、组束拉锥光纤的切割、与输出光纤的熔接以及合束器的封装。要完成一个可承载高功率的高效率光纤功率合束器每一个步骤都非常关键,其中主要的工艺难点有:
(1)高纤芯占空比的多根光纤的紧密排布
多根光纤的紧密排布是组束熔融拉锥的前提条件,目前多根光纤紧密排布的方式主要有两种:扭转法和套管法。扭转法也是目前制作端面泵浦耦合器的主流方法,主要是通过一个7孔管或者19孔管对光纤进行空间定位,然后再扭转实现光纤的紧密排布。套管法是利用玻璃管作为多根光纤的约束夹具,实现多根光纤的规则排布。另外,由于目前市场上最常用的千瓦量级的光纤激光,输出光纤以20/400的光纤为主,其中包层直径为400μm,如果直接将7根20/400的光纤进行组束,纤芯的占空比将非常的小,若使输入光纤耦合进输出光纤,组束光纤的拉锥比例将非常大,增大了拉锥难度,如何增大大直径包层光纤的纤芯占空比,即如何减少包层直径,是目前实现光纤功率合束器的关键工艺。目前常用的方式是强酸腐蚀法,如何确保强酸腐蚀光纤表面的平滑度以及锥度的控制是需要首先突破的工艺。
(2)组束光纤的超低损耗、任意直径拉锥技术
多根光纤紧密排布后,将对组束光纤熔融拉锥,目前熔融拉锥的设备已经比较成熟,热源也分为多种,其中主要包括氢氧焰、电极、石墨丝以及最新推出的二氧化碳激光器。由于输出光纤的芯径一般都比较小,拉锥时需要对组束光纤进行大比例拉锥,这样就需要对拉锥参数进行优化,实现超低损耗、组束光纤的任意直径熔融拉锥;拉锥完成后,组束拉锥光纤的切割也是一项关键技术,需要大量的研究工作选择合适的切割刀和严格的参数优化实现组束拉锥光纤的高标准切割。
(3)组束拉锥切割后光纤与输出光纤的低损耗熔接技术
组束拉锥光纤切割好后,与输出光纤熔接将是制作合束器的最关键一步,熔接损耗的高低直接决定了光纤功率合束器的效率和承载功率的大小。必须通过优化熔接参数或者通过前面的腐蚀技术将输出光纤的包层直变小,实现两者的超高质量的熔接。
(4)输出光纤的包层光高效滤除技术
在合束器制作完成后,输出光纤中的光或多或少都有部分光耦合进包层中,包层光在进入输出端帽时将发散到端帽的边缘,转化成热量使端帽温度急剧升高,因此需要对合束器的输出光纤进行有效的包测光滤除。
综上,光纤功率合束器制作完成以后,需要对光纤合束器进行封装散热保护,功率合束器的效率虽然一般都在98%以上,但是在承载高功率时部分损失的光转化为热量使合束器产生温升,所以如何实现高效制冷封装合束器使其变为成熟的器件也是比较关键的工艺技术。
4结论
从光纤功率合束器发展历程来看,其制作方法主要分为两大类:扭转法和套管法。早期的光纤功率合束器制作主要是基于扭转法来实现的,但报道的输出功率都不太高。近些年来,光纤功率合束器普遍采用套管法结合低折射率玻璃管的制作方法。从报道结果也可以看出,基于套管法制作的光纤功率合束器在大功率承载能力方面有着更大的优势。而从光束质量的角度来看,为了提高光纤功率合束器输出激光的光束质量,就要减少输出光纤中的模式数目。实现这一目标可以通过两种方式,一种是减小输出光纤本身支持的模式数目,即减小输出光纤的纤芯直径或者数值孔径,但这可能会降低合束器的传输效率,减弱合束器的功率承载能力。另一种是选择性激发输出光纤中的输出模式,一方面可以采取主动相位控制来选择模式,即采用相干合成的方式来提高输出激光的光束质量,另一方面可以通过优化合束器的结构来选择模式,主要包括减少输入光纤激发的模式数目和提高输入输出光纤的模场匹配等技术。
综上,光纤功率合束器是实现高功率光纤激光的核心元器件,但是基于光纤功率合束器要实现高功率、高光束质量的合成激光输出还有众多的关键技术需要进一步突破。